上海xx公司
一、行业介绍
汽缸是汽轮机的外壳,其作用是将汽轮机的通流部分与大气隔开,形成封闭的汽室,保证蒸汽在汽轮机内部完成能量的转换过程,汽缸内安装着喷嘴室、隔板、隔板套等零部件;汽缸外连接着进汽、排汽、抽汽等管道。
二、加工背景
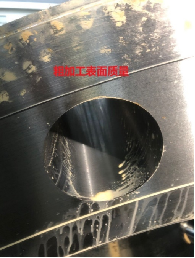
●汽轮机气缸主体上进汽端有一圈沉孔Ф127需要加工,共计28个孔,每个孔的深度达到700mm深,加工难度极大;
●工件加工难点;
●加工孔深超过700多,容易产生振纹;
●要求较高的加工效率;
●毛坯余量大,刚性差。


三、刀具方案
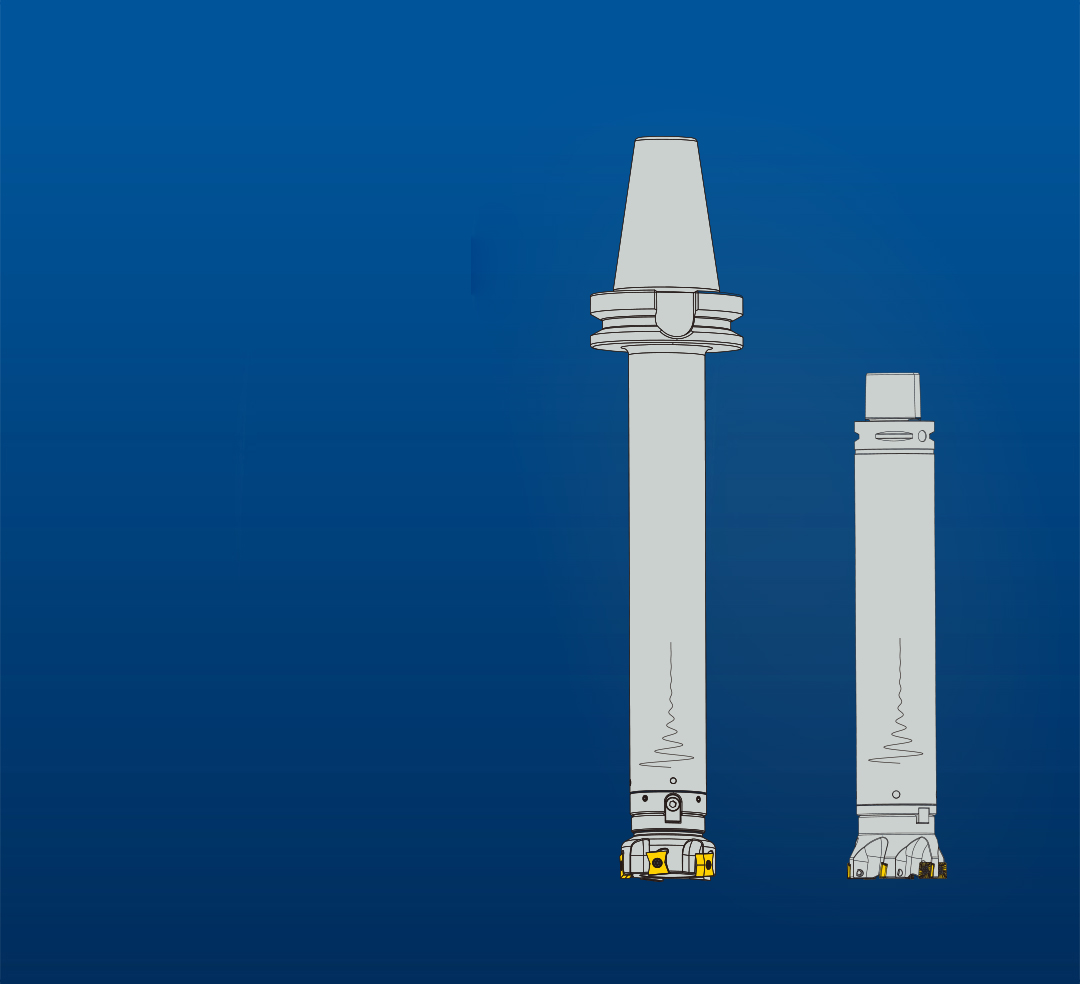
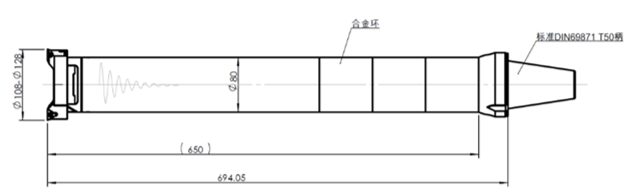
非标阻尼减振镗刀+合金环+刀座,设计图纸如下:
阻尼减振镗刀杆: DIN69871 50 VBR D80.614.VE-19110
刀片:TCMT 16T308-PM(10pcs)

四、加工参数
| 刀具信息 | 松德 | 竞争对手 |
| 刀体(刀盘、刀杆、刀柄)型号 | DIN69871 50 VBR D80.614.VE-19110 | C8-391.06-32 320 |
| 直径(mm) | 127 | 127 |
| 齿数 | 1 | 1 |
| 刀片、刃具型号 | TCMT 16T308-PM 4235 | TCMT 16T308-PM 4235 |
| 刃口数/刀片 | 3 | 3 |
| 转速(rpm) | 360 | 360 |
| 线速度Vc(M/min) | 144 | 144 |
| 每齿进给量mm/z | 0.2 | 0.2 |
| 每转进给量mm/rev | 0.2 | 0.2 |
| 工作台/主轴进给mm/min | 72 | 72 |
| 切削深度ap(mm) | 6.5 | 6.5 |
| 加工长度L(mm) | 530 | 530 |
| 单件加工时间(秒) | 442 | 442 |
五、测试效果


在孔加工过程中能有效解决刀具振动,增强刀片及刀具寿命,提高生产效率,节约客户成本等问题,给客户的效益提升助力!
同样的效率,同样的精度,同样的寿命,40%的差价!!!
 孔加工刀具
孔加工刀具 阻尼减振刀具
阻尼减振刀具 铣削刀具
铣削刀具 刀柄系统
刀柄系统 硬质合金刀具
硬质合金刀具 车削刀具
车削刀具 附件
附件
 刀具
刀具 工程机械
工程机械 风电
风电 汽车
汽车 机床
机床 汽轮机
汽轮机 样本与指南
样本与指南 金属与切削知识
金属与切削知识 联系松德
联系松德 简体中文
简体中文 English
English